

Мы используем формулу без диспрозия в круглых низкосортных продуктах для клиентов, чтобы снизить затраты.У нас есть стабильная формула, из которой можно производить продукты с низким температурным коэффициентом.Это снижает затраты и повышает эффективность для клиентов, строго контролируя допуски при обработке и нанесении покрытия в соответствии с различными требованиями клиентов, чтобы одновременно обеспечить стабильность защиты покрытия, включая солевой туман, силу связывания покрытия, сродство к коллоидам и так далее. .
У круглых изделий в процессе производства часто отсутствуют углы.Таким образом, у нас есть автоматическое оборудование для полной проверки допусков на внешний вид, которое может гарантировать наличие дефектов продукции в пределах контролируемого диапазона и избегать дефектов продукции в процессе использования.
Что касается постоянства флюса, мы обеспечиваем постоянство управления магнитным процессом в печи для спекания с фиксированной точкой, а также оборудование для полной проверки магнитного потока, чтобы предотвратить попадание слабомагнитных продуктов к клиентам.Что касается упаковки намагничивания, наша компания располагает оборудованием для автоматического кодирования намагничивания, чтобы предотвратить неправильную зарядку магнитного заряда персоналом.
С точки зрения контроля доставки, большое количество многолинейных режущих станков, агрегатов для нарезки, опытных технических работников, идеальный мониторинг процесса производства продукции, каждый этап обработки и производства продукции может получить обратную связь о ходе работы в любое время, зрелая линия по производству цилиндрической продукции, обеспечить требования контроля со стороны потребителя за доставкой продукции, а также управляемость хода производства.
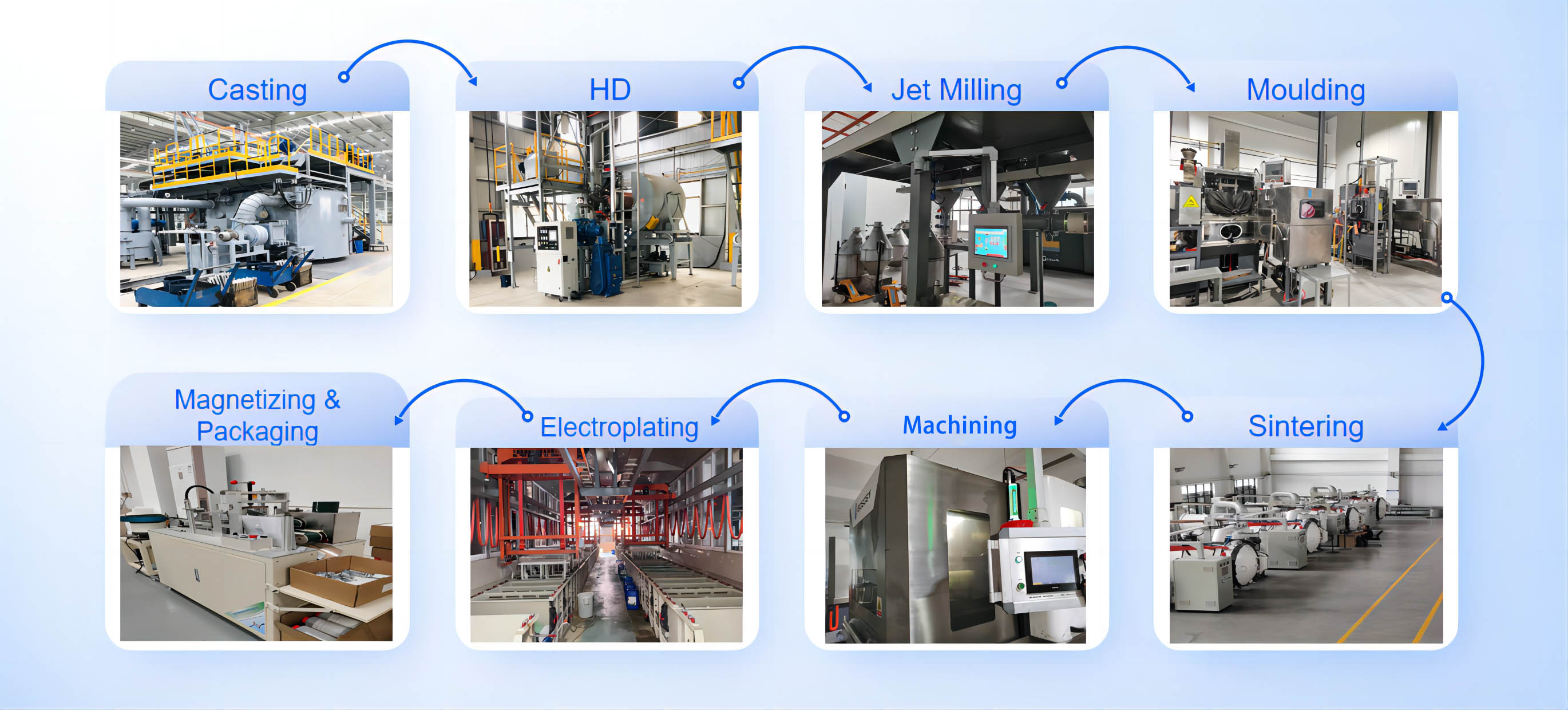
Процесс производства NdFeB
Введение в покрытие
| Поверхность | Покрытие | Толщина мкм | Цвет | Часы работы ССТ | Часы РСТ | |
| Никель | Ni | 10~20 | Яркое серебро | >24~72 | >24~72 | |
| Ni+Cu+Ni | ||||||
| Черный никель | Ni+Cu+Ni | 10~20 | Яркий черный | >48~96 | >48 | |
| Кр3+Цинк | Zn C-Zn | 5~8 | Бриг Блю Сияющий цвет | >16~48 >36~72 | --- | |
| Sn | Ni+Cu+Ni+Sn | 10~25 | Серебро | >36~72 | >48 | |
| Au | Ni+Cu+Ni+Au | 10~15 | Золото | >12 | >48 | |
| Ag | Ni+Cu+Ni+Ag | 10~ 15 | Серебро | >12 | >48 | |
| Эпоксидная смола | Эпоксидная смола | 10~20 | Черный/Серый | >48 | --- | |
| Ni+Cu+эпоксидная смола | 15~30 | >72~108 | --- | |||
| Цинк+эпоксидная смола | 15~25 | >72~108 | --- | |||
| Пассивация | --- | 1~3 | Темно-серый | Временная защита | --- | |
| Фосфат | --- | 1~3 | Темно-серый | Временная защита) | --- | |
Физические характеристики
| Элемент | Параметры | Исходная величина | Единица |
| Вспомогательный магнитный Характеристики | Обратимый температурный коэффициент Br | -0,08--0,12 | %/℃ |
| Обратимый температурный коэффициент Hcj | -0,42~-0,70 | %/℃ | |
| Удельная теплоемкость | 0,502 | КДж·(Кг·℃)-1 | |
| Температура Кюри | 310~380 | ℃ | |
| Механический Физический Характеристики | Плотность | 7,5~7,80 | г/см3 |
| Твердость по Виккерсу | 650 | Hv | |
| Электрическое сопротивление | 1,4х10-6 | мкК ·м | |
| Прочность на сжатие | 1050 | МПа | |
| Предел прочности | 80 | МПа | |
| Прочность на изгиб | 290 | МПа | |
| Теплопроводность | 6~8,95 | Вт/м ·К | |
| Модуль для младших | 160 | ГПа | |
| Тепловое расширение(C⊥) | -1,5 | 10-6/℃-1 | |
| Тепловое расширение (CII) | 6,5 | 10-6/℃-1 |
Отображение изображения







